

Working for an international OEM supplier of the world’s most accurate precision rifle barrels.
Brief:
- Outer diameter clamping to grind bores in high precision bolt carriers for modern sport rifles.
- Inner diameter clamping for finish grinding the outer diameter.
Challenge:
The two challenges are:
- Accommodating the extended part length
- Completing a second finish grinding step without damaging the first
Northfield Solution:
The first operation involves grinding a bore to finish size. This bore houses the critical components that allow the firearm to function properly.
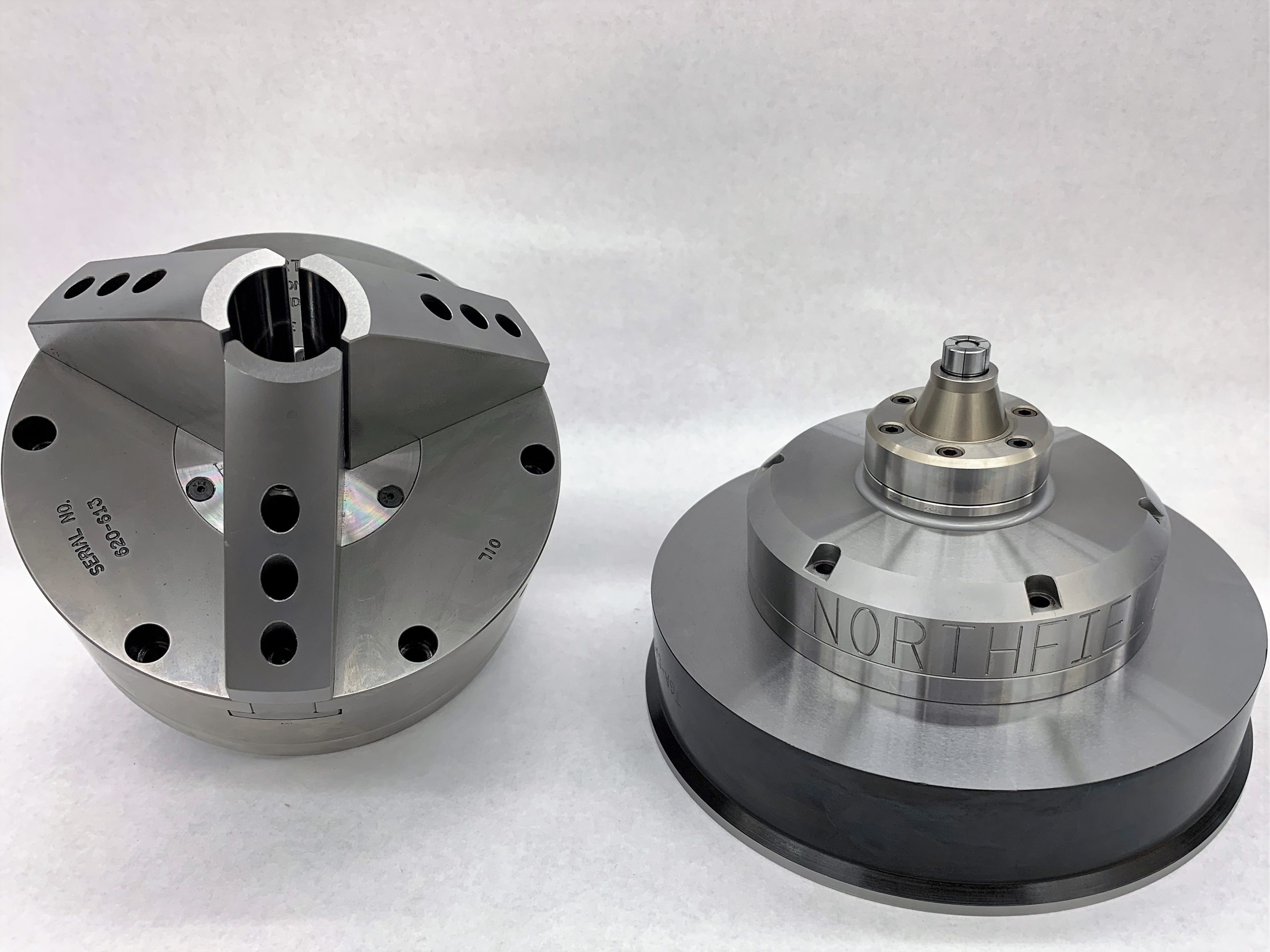
We built a Northfield Model 620 Sliding Jaw Chuck with an extended air cylinder housing. This accommodates the long part length. The hardened and ground top jaws clamp on the rough outer diameter of the customer’s part.

During loading, the part is set down on a hardened and ground axial locator, ensuring an accurate datum location each time.
Secondly, this customer also requires work holding for finish grinding the outer diameter of the part. that they clamped on using the model 620 sliding jaw chuck in the first step.
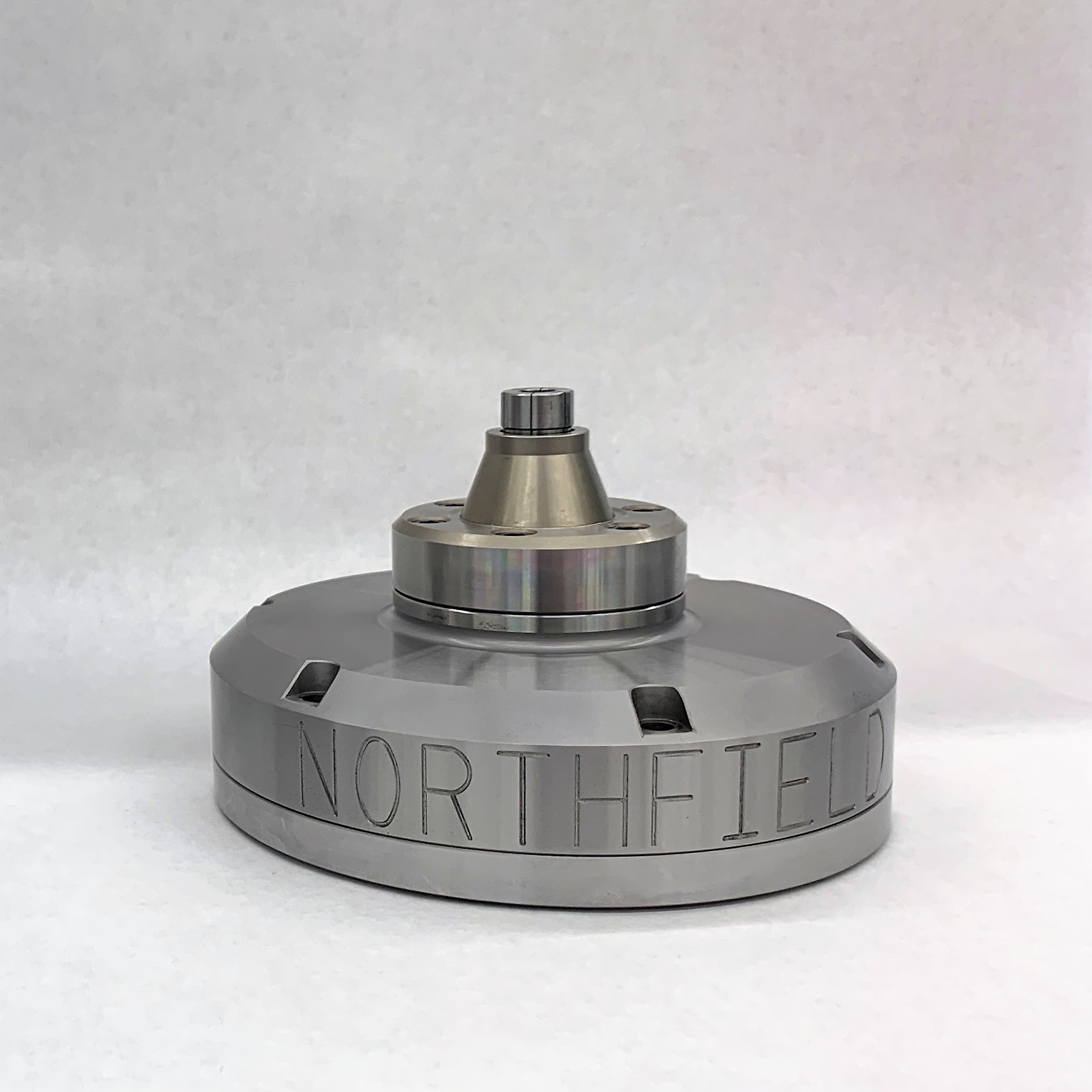
We achieved this with a custom internal grip collet chuck with a collet diameter of .5232in. This chuck clamps on the finished inner diameter while the other end is supported with a center. The operation grinds the whole outer diameter of the part, producing an accurate O.D. dimension. This ground diameter is one of the most critical dimensions required for the firearm to function reliably.
Do you have a multi-step machining process that requires high precision work holding? Then get in touch.