

Brief
Our customer is a manufacturer of high precision pistons. They require a way to hold the irregular surface on the outer diameter of their ‘as-cast’ piston for turning the piston’s crown.
Solution
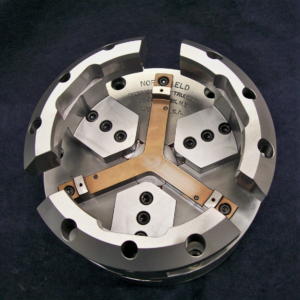
To meet this challenge, we came up with a set of Subjaws, permanently mounted to the chuck’s master jaws (T-shaped in the photo). These contain Changeable Serrated Insert Pads. The toothed serrations slightly bite into the part’s OD, allowing them to grip the piston very securely as they perform their first machining operation on this part.

Extra Features
The center of this chuck has a locating pad (not shown) secured with a screw. This locates the upper inside cavity of the piston for a repeatable stop surface.
This chuck is also an “Autolube” chuck, a setup that includes a remotely located oil reservoir tank and hardware. This facilitates a guaranteed way to keep the chuck automatically lubricated.
This feature can be added to almost all our chucks on request.
Do you have a unique part that requires a custom workholding solution? Then give us a call.


 A drilling solution custom designed for the automotive industry. Based on hydraulically actuated,
A drilling solution custom designed for the automotive industry. Based on hydraulically actuated, 

