Our customer is a manufacturer of high precision pistons. They require a way to hold the irregular surface on the outer diameter of their ‘as-cast’ piston for turning the piston’s crown.
Solution
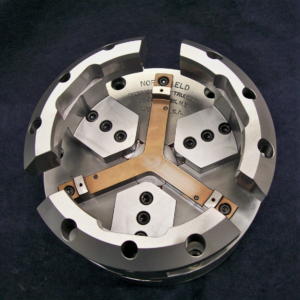
To meet this challenge, we came up with a set of Subjaws, permanently mounted to the chuck’s master jaws (T-shaped in the photo). These contain Changeable Serrated Insert Pads. The toothed serrations slightly bite into the part’s OD, allowing them to grip the piston very securely as they perform their first machining operation on this part.
Northfield Model 620W Autolube Chuck (0.0001” TIR) with special top tooling
Extra Features
The center of this chuck has a locating pad (not shown) secured with a screw. This locates the upper inside cavity of the piston for a repeatable stop surface.
This chuck is also an “Autolube” chuck, a setup that includes a remotely located oil reservoir tank and hardware. This facilitates a guaranteed way to keep the chuck automatically lubricated.
This feature can be added to almost all our chucks on request.
Do you have a unique part that requires a custom workholding solution? Then give us a call.
The custom precision solution has an extra air-detect function. The three 3 small holes exit through the top of the Axial Locator mounted to the chuck face. This senses proper seating of the pistons prior to machining. Reducing changeover time and facilitating more accurate results.
This chucking setup is capable of .0001” TIR total accuracy/repeatability on all critical surfaces that interface with the part.
Electronic Vehicle Components – Ask me Anything Recording Part 2.
In this second part, CEO Paul de Feo presents a variety of recent projects. Demonstrating the accuracy of Northfield Workholding solutions. Including reverse and double diaphragm chucks.
Northfield Precision has been in business since the 1960s and constantly developing ever since.
This summer we introduced our very first ‘Ask me Anything’ webinar. Hosting an open discussion with customers and business partners to develop workholding knowledge together.
This presentation’s theme is on the hot trend of Electric Vehicle component manufacturing.
Due to operating with fewer parts and producing less vibration and noise than their combustion engine counterparts, EVs require parts that are created with higher tolerances concentricity.
Electronic Vehicle Components – Ask me Anything Recording Part 1.
Northfield Precision has been in business since the 1960s and constantly developing ever since.
This summer we introduced our very first ‘Ask me Anything’ webinar. Hosting an open discussion with customers and business partners to develop workholding knowledge together.
This presentation’s theme is on the hot trend of Electric Vehicle component manufacturing.
Due to operating with fewer parts and producing less vibration and noise than their combustion engine counterparts, EVs require parts that are created with higher tolerances concentricity.
This is where Northfield precision can help.
In the first video, CEO Paul de Feo introduces several recent projects demonstrating the high level of accuracy achievable with Northfield Precision’s workholding solutions. including double diaphragm and reverse diaphragm solutions.
Our customer provides Dynamic Balancing Machines and Services. Inspecting and balancing: torque converters and rotating driveline parts up to 10,000lbs.
Brief
The request is for a chuck that can expand to grip the inner diameter of female splined shafts, while it rotates on their balancing machine.
The challenge is to improve their previous solution. They were previously using a “homemade” fixture. It had a slip-fit without the expanding capability to grip the inner diameter of the part.
Custom Northfield Model 450 Sliding-Jaw Air Chuck (0.0001” TIR)
Northfield Solution
Shown above is our Northfield Model 450 Sliding-Jaw Air Chuck (0.0001” TIR) with special ID-gripping Top Jaws. Additionally, an integral Axial Locator increases the speed of part change over and accurate part seating before starting the operation.
Result
This chucking arrangement solves their problem. It provides a reliable and repeatable method for them to grip their parts while accommodating the part’s tolerance variations.
If you have a similar custom project, reach out to our team. Contact Northfield
We are the world’s premier manufacturer of ultra-precision balance work holding, with chucks weighing less than half of the competition. We are the only supplier recommended by major balance manufacturers.
Our mission, is to provide manufacturing companies with the most accurate work holding solutions in the world.
Northfield Balancing Chucks Feature:
Highest accuracy
Highest RPM
Shortest hung mass
Fastest & most accurate change over
Balancing:
When parts rotate without calibration, uneven pressure can occur and cause errors with the end-product. Firstly, within a high precision environment the smallest difference can have a huge impact on the final product. Therefore, when fine tolerances are exceeded the result can be expensive and time-consuming repairs.
With ever increasing speeds used on rotating machinery, balancing is increasingly necessary. The trademark accuracy and repeatability of Northfield chucks allow customers to take their designs to the next level.
Recently we have been producing internal grip collet chucks for balancing drive shafts. They are capable of repeating to less than 0.005mm total indicator reading.
To achieve this, the collet is ground to grip the pitch diameter of splined C.V. joints of a driveshaft assembly. Secondly, the “cone” has multiple stop pads for axial location and finally, tapped holes are used to balance the chuck assembly prior to production.
8000 RPM Double Diaphragm Chuck
8000rpm Diaphragm Chuck
This customer required a chuck for their balancing machines to hold drive shafts by their slip-yokes.
Normal balancing operations are performed at approximately 900 rpm. High-performance vehicles like Stock and Formula 1 cars hit 200 mph with their drive-shafts rotating at 10,000 to 12,000 rpm. Therefore, this case required accurate holding at road conditions, 8000 rpm.
The Northfield solution consists of two separate custom diaphragm chucks built together. There are two separate sets of jaws, one mounted in front of the other. This accommodates the long, thin shape of the part. With one set of jaws gripping the front of the piece and the other gripping the rear.
The result is accuracy of 1/10,000″ T.I.R. and repeatability to 50 millionths with extreme rigidity.
Turbine Balancing
Turbine Balancing Chuck
This custom project used an 8” diaphragm chuck with custom top tooling for balancing aluminium turbine impellers.
The first, locates the workpiece using strategically positioned carbide pins between the blades and custom jaws clamping outside of blades.
The second, operation locates the impeller on the finished surface using a continuous ring locator. Custom jaws clamp the outside diameter of the workpiece. This allows the customer to finish balance the impeller blades
Summary
In summary, we offer both stock and custom solutions.
Northfield’s long-standing relationships in the balancing industry speaks volumes about the products and service offered. Get in touch today to discuss your latest product with the engineering team.