


NORTHFIELD'S ENGINEERING TEAM HAS DONE IT AGAIN!
Our standard Model 650 (3-jaw) Air Chuck with .0001 T.I.R. repeatability with a self-contained actuating cylinder now offers even more.The chuck is energized with air pressure via a quick connect fitting. This Pressure-Lok™ air chuck is charged with air by a special handle and was tested and held pressure with no drop for 3 weeks! These chucks can be mounted to rotary tables with no thru-hole, tombstones, pallets, transfer systems, etc. The Pressure-Lok™ air chuck is useful in any machining operation that does not have access to a continuous air supply. Unlike spring clamping, the chuck's grip force is infinitely adjustable by adjusting the air pressure from 5 - 80 PSI. All of Northfield's chucks can be adapted with this system.
Read More
GEAR CHUCKS
Advantages Include: - Accuracy from .00001 to .000010 - Pitch-Line Chucks - Wire Cut Carbide Teeth - Gripover Pins - Totally Sealed - Helical or Straight Tooth
Read More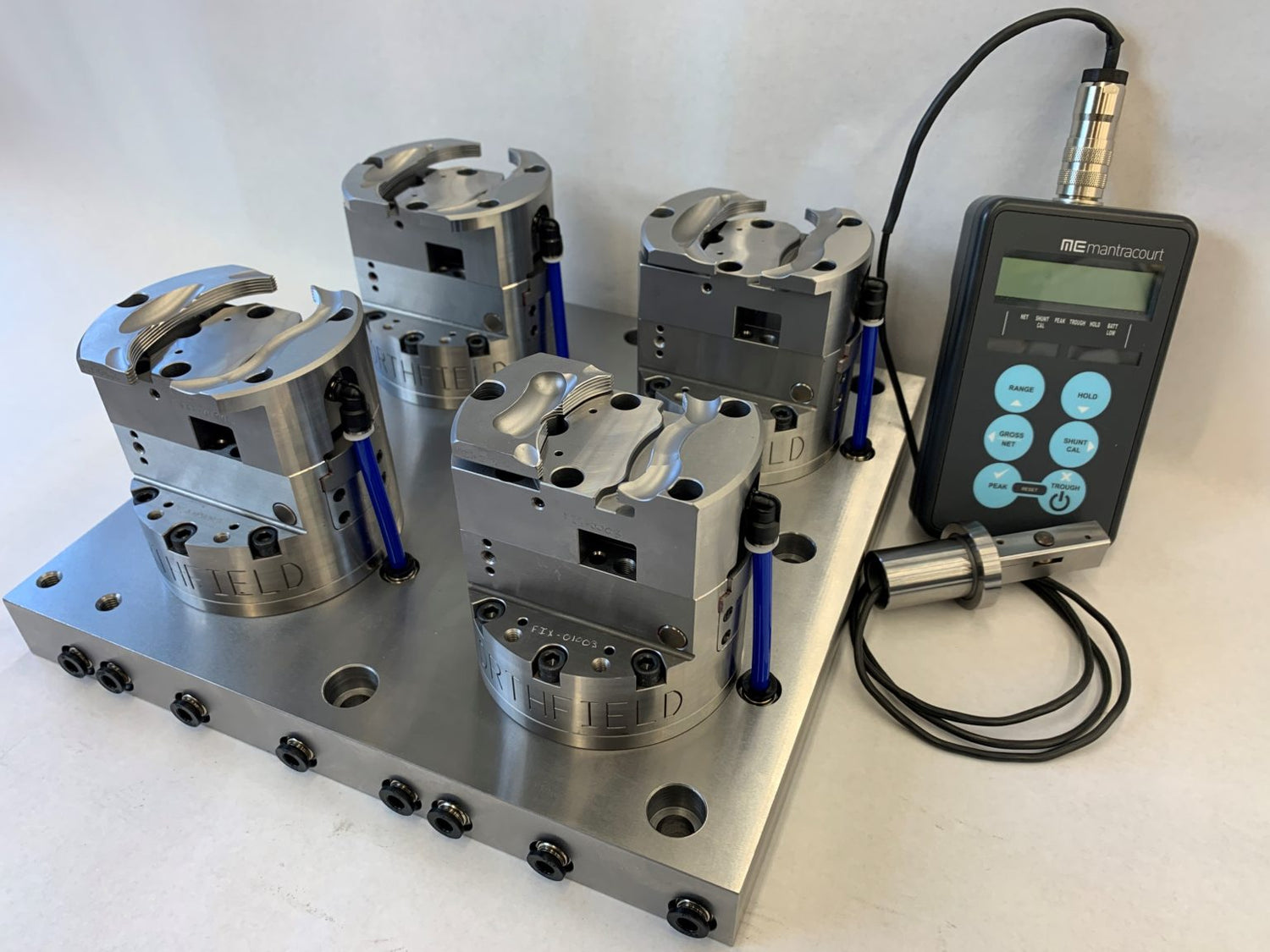
FULL WRAP CLAMPING
Shown in the photo is a custom setup to hold multiple size knee-joints simultaneously. Our custom baseplate includes air-porting for Chuck clamping,Chuck unclamping, Part blowoff, and Part air detect/ part seat confirmation, all manufactured to bolt onto the customer specific machine. Mounted to the baseplate are 4 Northfield Model CV-450 chucks. Each chuck has custom top tooling consisting of, one fixed jaw and one moving jaw to clamp onto 4 unique customer parts. The top tooling incorporates passages for Part air detect/ part seat confirmation, as well as tooling clearance. Along with this setup is a Force analyzer to assure proper clamping force.

COOLANT-THRU AIR CHUCK
Custom Jaws mounted to a standard Northfeld Model NF-650 air chuck. The pie shaped top jaws provide a full wrap clamping around the work piece Jaw has a custom spring loadedlocating pin assembly, which is used to orient ‘’time” the customer’s workpiece for verticle machining.
Read More
MODEL 450 WHS
Jaws and axial stop are air-hardening tool steel, (A-2) heat-treated to 58/63 Rockwell “C”. Customer bores drill chuck outer ring at 5,000 RPM. • T.I.R. = 1/10,000.
Read More
SPECIAL HARDENED/GROUND JAWS
Model 450 4'' DIA Air Chuck with Special hardened and ground jaws to grip O.D. of a precision split bushing. The bushing is Special hardened and ground to locate on .8683 part diameter.Bushing has an O.D. of approximately 1.800 inches to clear flange. Bushings are made of alloy steel with I.D. and O.D. ground at the same time to insure tight tolerance runout run out.
Read More
COOLANT-THRU AIR CHUCK
Model 650W 6'' DIA Coolant-thru Air Chuck. It has Special hardened and ground Jaws to grip the customer’s part with a 39.74mm body. Jaws are made of 1018 steel case hardened and ground to 58/63 Rc.with a step machined in it to act as the part stop. Also it has a Special Face mounted Spyder locating base for Model 650; it has been hardened & ground to hold the customers special dressing ring. The customer wanted to be able to dress their grinding wheel in close proximity to the part that they grind with this chuck
Read More
DIAMOND COATED JAWS
Model 450 WHS (4" High-speed Chuck) gripping an aluminum die cast in its internal hex. The jaws are diamond coated for extra grip at lower pressure. The stop has three air detect holes for part seat sensing.
Read More
TOP TOOLING AIR CHUCK
Model 625 Sliding-Jaw Air Chuck (0.0001” TIR) with special top tooling attached. Our customer needed grip on the ID’s of their CVT transmission sheaves for runout inspection. Top Jawsare permanently mounted onto the chuck’s master jaws to grip the ID of the part’s central bore (not shown). An air-detect Axial Locator (3 air holes evident in its top surface) was incorporated to ensure proper seating of the part upon robot-arm placement onto the chuck. This chuck is capable of .0001” TIR total accuracy/repeatability on all critical surfaces that interface with the part.
Read More
ID GRIPPING MODEL 450
Model 450 Sliding-Jaw Air Chuck (0.0001” TIR) with special ID-gripping Top Jaws and integral Axial Locator. Our customer inspects and balances torque convertersand other driveline parts. They requested a chuck that can expand to grip the ID of their female splined shafts while it rotates on their balancing machine. Previously, they used a “homemade” fixture that had a slip-fit without the expanding capability to grip the ID of the part. This chucking arrangement solved their problem, providing a reliable and repeatable method for them to grip their parts while accommodating the part’s tolerance variations.
Read More
EXTENDED STROKE CHUCK
Model NF-425 extended stroke chuck, modified with custom top tooling. The jaws not only clamp the work piece, but also orient prior to customers grinding procedure. The jaws arestrategically machined to allow for side loading and timing of work piece. The jaws will clamp the stem of the customer’s part and allow plenty of clearance to finish grind the OD of the work piece.
Read More
MODEL 870 SLIDING AIR CHUCK
This air-actuated chuck has two moving jaws for gripping square or rectangular parts. In this custom application, our customer requested Vee-Block type jaws to accommodate arange of drill sizes with each set of Insert Pads. The drill tip (not shown) stops on the axial locator (mounted to the face of the chuck), and the Insert Pads (mounted in their subjaws) clamp down on the OD of each drill while they grind its shank. The Insert Pad and Subjaw arrangement allow for quick changeover from size to size.
Read More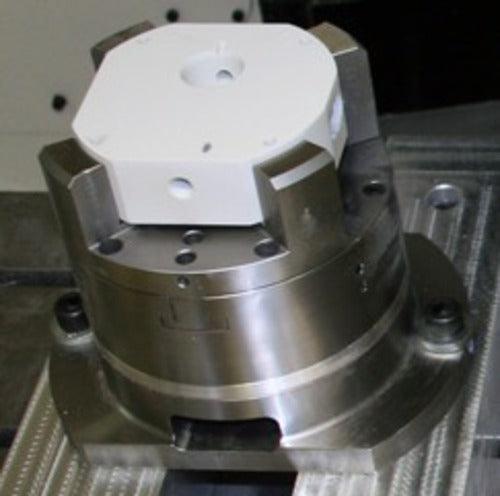
MODEL 670 2-JAW SLIDING-JAW AIR CHUCK
Model 670, 2-jaw, Sliding-Jaw Air Chuck (0.0001” TIR) with special Top Tooling. Our customer needed to grip the OD of a molded plastic part and have access on all 4 sides for machining in2 setups, rotary and stationary. Specially-contoured Top Jaws along with a shuttle pin for location (not shown) were created and mounted to our standard chuck to achieve this.
Read More
650W SLIDING-JAW AIR CHUCK
Shown here is a Northfield Precision Model 650W Sliding-Jaw Air Chuck (0.0001” TIR) with custom top tooling. This chuck has an air-detect function, shown as 3 small holes exitingthrough the top of the Axial Locator mounted to the chuck face. It is used to ensure proper seating of the customer’s parts. This application is used to hold pistons (not shown) crown-side-down for machining of the opposite side.
Read More
PROVIDING A CUSTOMER A SURE GRIP
This is our Northfield Model 1000 Sliding-Jaw Air Chuck (0.0001” TIR) with special Top Tooling and Axial Locator. Our customer is a gauging company that needed to grip a smallarea of a large casting so they can check O.D. run-out of their part. Special, tall top-jaws are diamond-coated for a secure grip on the casting. We used an Axial Locator with button pads as a resting surface for the part’s flange while swallowing the rest of the part.
Read More
MODEL 650
This is a standard Model 650 (.0001” T. I. R.) air chuck with custom flex jaws. The jaws flex to compensate for the out-of-round workpiece.
Read More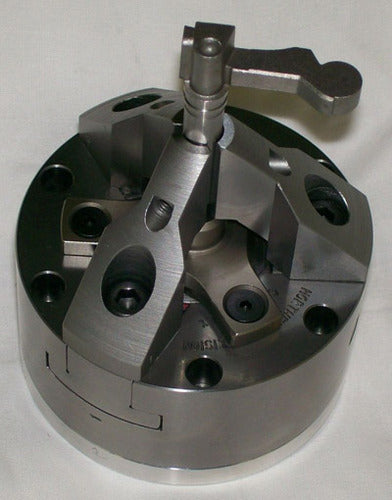
MODEL 350
This is a standard model 350 (.0001 T.I.R.) gripping a gun part. This part is located on the outer face of the Offset tab. Therefore the part is loaded into the jaws, compressingthe spring ejector. Then the cross-slide of the lathe moves into position and the chuck opens, pushing the part against a hard stop. The chuck re-clamps,and the part is hard-turned.
Read More
SUB JAWS
This is our NF-450 chuck with special hardened top tooling. The chuck has Sub-jaws mounted on it to accept interchangeable inserts. All top tooling is hardened to 58/63 Rockwell “C” andground to <1/10,000” T.I.R. for maximum durability and repeatability. The inserts mount to the subjaws with (1) screw connection for fast and easy changeover.
Read More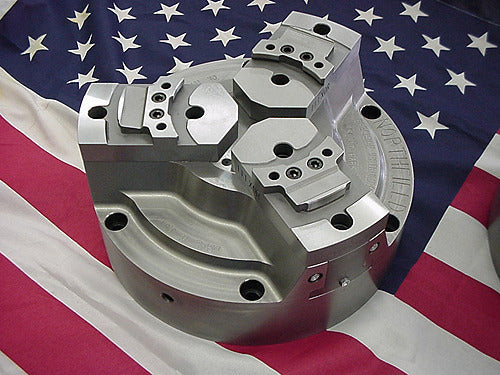
QUICK CHANGE AIR CHUCKS
Features Include: - Fast changeover chucks for reduced set-up time. - No reboring jaws. - Standards from 3" to 18" - Custom specials for workholding applications. - Changeable Inserts
Read More
MODEL 450 AIR CHUCK
Model 450 Air Chucks (with special top tooling) mounted on a pallet, which installs on the bed of the customer’s machine. The machine’s pick-and-place arm picks up theparts after they are finished in the front (2) chucks and transfers them to the rear (2) chucks for finishing. All hosing is routed under the plate for actuation of the chuck’s jaws.
Read More
MODEL 650 3 PISTON GRIP
This is a model 650 tooled with special hardened and ground sub-jaws and inserts to grip (3) different hydraulic pistons. They look like head valves, but they are not. Thechangeable inserts grip the large diameter, which is spherical. Inserts repeat to 1/10,000 T.I.R. when removed and re-installed. A tail stock supports the opposite side. This is a turning operation
Read More
MODEL 625 (.250 JAW TRAVEL)
This is a standard Model 625 (.250” Jaw travel) rotating air chuck. This customer needed the extra travel and custom cut top-jaws to clear the flange at the back end of theirworkpiece. The jaws are precision ground to locate and clamp the workpiece.
Read More
TWO MOVING JAWS
Introducing our Model 870 Sliding-Jaw Air Chuck (.0001 TIR). This air-actuated chuck has two moving jaws for gripping square or rectangular parts. In this custom application, ourcustomer requested Vee-Block type jaws to accommodate a range of drill sizes with each set of Insert Pads. The drill tip (not shown) stops on the axial locator (mounted to the face of the chuck), and the Insert Pads (mounted in their subjaws) clamp down on the OD of each drill while they grind its shank. The Insert Pad and Subjaw arrangement allow for quick changeover from size to size.
Read More
12-IN. DIA. QUICK CHANGE CHUCK
Northfield model 1200 air chuck with patented ultra-precision, quick-change sub-jaws. Top-jaws have a tre-panned groove that engages with the precision ground bore of thesub-jaws. As the jaws are tightened, a flexible tab expands into the tre-panned groove, pulling the jaws against the ground bore and loading the jaws in position with zero play. The result is a top-jaw/sub-jaw connection that repeats to 1/10,000.
Read More
3-IN. DIA. CHUCK WITH OUTER RING ROTARY UNION
Standard Northfield model 350 with special rotary union on O.D. of chuck. Chuck is mounted to rotary table with no hole through the center for an air feed tube. Chuck is used to checkshear strength of small screws.
Read More
MODEL 670 2-JAW WITH SPECIAL JAWS
Like many powdered metal parts, this water pump component comes out of sintering nearly complete, but still needing a few final operations. In this case, that means machiningthe bore and flange, cutting the threads and tapping the holes. To hold this part, Northfield provided one of our standard Model 670 2-jaw chucks fitted with special jaws to grip the outside diameter of the part. Special orientation pins are used to locate the part for finish machining.
Read More
MODEL 450
Chuck has rubber boot and stainless steel shroud to hold boot in place at high RPM. Boot seals check against coolant, dirt & grinding grit. Chuck has sub-jaws and brazed carbidechangeable inserts that repeats to 1/10,000. Axial locator has brazed carbide changeable stops. Customer grinds glass discs at 3,000 RPM on Wasino Lathe. • T.I.R. = 1/10,000
Read More
MODEL 650-SWIVEL JAW CHUCK
Model 650 standard chuck with face- mounted Axial Locators and special swivel jaws to compensate for out-of-round parts (clutch stampings). Chuck grips a thin-walled stampeddiameter for boring a bearing diameter that must be round within 2/10,000 of an inch.
Read More
MODEL 700 – 4140 TOP JAWS
Chucks are modified for spring clamp, air open. Special hardened and ground 4140 top-jaws grip O.D. of drive shaft slip yokes. Jaws have excess material milled away to reducecentrifugal forces. A special hardened and ground alloy steel spline driver is mounted to chuck face for easy loading and driving of shaft as it spins to 3,500 RPM for balancing. • T.I.R. = 1/10,000. • Cycle time 60 sec
Read More
PITCH LINE CHUCK MODEL 1000
This Pitch Line chuck grips the O.D. of 9 diameter helical gears. The pins are mounted in a loose fitting housing so they can float. The pins pick up the pitch diameter and the jaws grip the O.D.of the pins. The pitch is measured over pins, so we are gripping the same way they measure. This model 100 (10”dia.) chuck has two pin cages, one for a left hand helix and one for a right hand helix. The pin cages are changed out by removing (3) mounting screws.
Read More
MODEL 1000
Chuck is converted to spring clamp, air open. Springs are adjustable to give 6 different jaw force settings. Chuck has hardened and ground faceplate with coolant grooves to flushaway dirt and chips. Sub-jaws hold special pull down inserts to pull workpiece into face or zero axial location. Chucks mount on pallets as workpieces are machined at different stations. At end of cycle air opens chuck for parts loader. • T.I.R. = 1/10,000. • Axial = 0.
Read More
MODEL 450 WHS
Jaws and axial stop are air-hardening tool steel, (A-2) heat-treated to 58/63 Rockwell “C”. Customer bores drill chuck outer ring at 5,000 RPM. • T.I.R. = 1/10,000.
Read More
SPECIAL MODEL 470 CHUCK
These are a couple of Model 470 chucks we retooled for Caterpillar. The part being gripped in one of the chucks is a “Wheel Poppet Adapter". This chuck has special serrated insertpads to securely grip the part during the operation where they are drilling the holes on the side of the part. The chuck is mounted on an indexing head to expose the side of the part for drilling. The plates attached to the sides of the jaws are used as a datum for drilling; one plate (best seen in the upper-left hand view) flexes to push the part such that it maintains positive contact against the solid plate on the opposite side. The chuck also has an axial locator mounted in the center with line contact so as not to influence the grip of the part, but acts as a secondary datum
Read More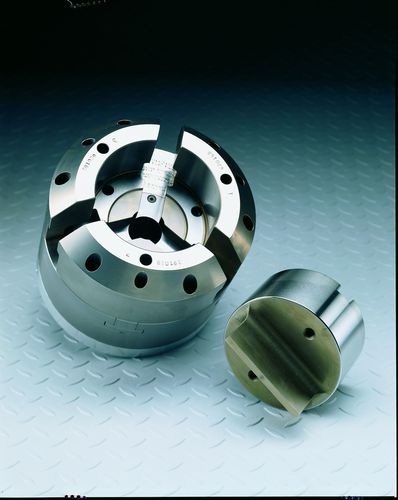
MODEL 620 CB
Model 620 CB with precision MT-5 adapter. Parts are diesel fuel injection nozzles for O.D. profile grind on Tschudin Angle head grinder. Chuck has sub-jaws, pull down inserts andcarbide ball-nose shafts mounted on No.15 taper sleeves. Carbide shafts run concentric to 1/10,000 T.I.R. Inserts repeat to 1/10,000 T.I.R. Inserts grip nozzle, center the base and pull the nozzle seat onto the carbide ball-nose shaft.
Read More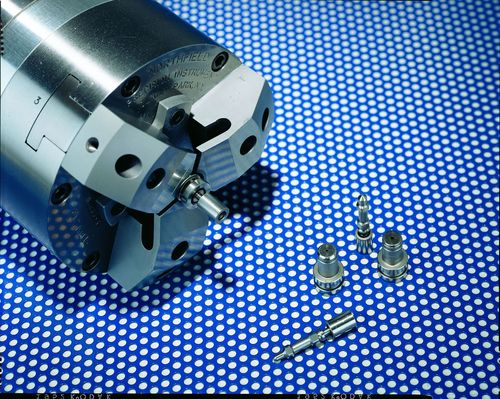
MODEL 450W
Special jaws made of air hardening tool steel (A-2) 58-63 Rockwell “C” with brazed carbide inserts. Chuck grips 1/8-inch shank carbide Micro drills, RTW grinds flutes to diameters downto .002 inches. Drills are for circuit board drilling. Stack 3 boards drill 3 holes per second at 100,000 RPM. • T.I.R. = 1/10,000.
Read More
MODEL 620 CB
Model 620 CB with precision MT-5 adapter. Parts are diesel fuel injection nozzles for O.D. profile grind on Tschudin Angle head grinder. Chuck has sub-jaws, pull down insertsand carbide ball-nose shafts mounted on No.15 taper sleeves. Carbide shafts run concentric to 1/10,000 T.I.R. Inserts repeat to 1/10,000 T.I.R. Inserts grip nozzle, center the base and pull the nozzle seat onto the carbide ball-nose shaft.
Read More
MODEL 450 CHUCKS
Special jaws made of air hardening tool steel (A-2) 58-63 Rockwell “C” with braze carbide inserts. Chuck grips 1/8-inch shank carbide Micro drills, RTW grinds flutes to diameters downto .002 inches. Drills are for circuit board drilling. Stack 3 boards drill 3 holes per second at 100,000 RPM. • T.I.R. = 1/10,000.
Read More
MODEL 670, 2-JAW CHUCK
The part has two shafts to be ground that are offset. (One is face down in the jaws.) Shafts are oriented with a spring-loaded wedge to center the tail while the off- center boreof the jaws grips the shaft. Exposed shaft is on center. After shaft is ground, flip part over to grind 2nd shaft. • Center-to-center repeatability 2/10,000.
Read More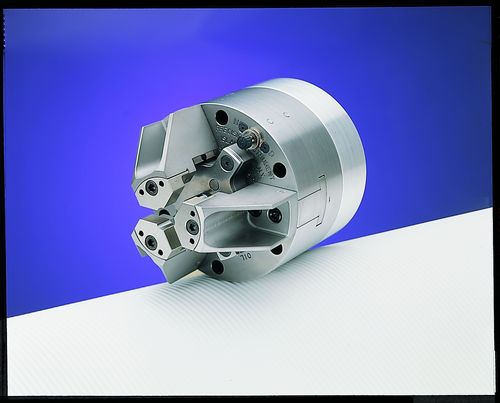
MODEL 425 WITH SPECIAL FLOW CONTROL, SUB-JAWS AND INSERTS
Monogram Aerospace manufactures highly sophisticated fasteners. If you have ever flown in a commercial airliner, you have probably seen Monogram fasteners dottingthe wings of the plane. Monogram asked Northfield to develop a chuck to hold these fasteners during machining (hard turning and tapping). To accomplish this we had to address several challenges: • The large size of the fastener head that our chuck jaws would have to grip over. • Two head styles – flat-head and button-head – each having their own specific datum for axial banking. • Monogram manufactures fasteners in hundreds of different sizes. This meant that our chuck would have to allow quick change from one set-up to the next. For the flat-head style fasteners, the chuck jaws open wide enough to clear the head of the fastener. The part is pushed into the chuck to the stop. The jaws close and the part is ready to be machined. A special stop allows a continuous chip to exit from the side. The button-head style fastener goes all the way into the chuck, as usual. The jaws begin to close in sequence with a pusher piston mounted on the face of the chuck, forcing the part up against the back of the jaws. The pusher is adjusted with a built-in flow-control valve. This method allows for greater accuracy than had been possible before. To accommodate the variety of sizes, the chuck uses a sub-jaw/insert set-up that allows Monogram to change from size to size by removing three screws and three inserts. Using our chuck, Monogram is able to run their machines twenty-four hours a day, seven days a week. Cycle times are measured in seconds and repeatability is to within 0.0001 inch.
Read More
MODEL 1000 10" AIR CHUCK
Introducing the Model 1000 10-inch diameter, 3-jaw air chuck. The standard chuck normally weighs about 60 lbs. Northfield custom-designed this chuck for a customer by milling the faceof the chuck, reducing its weight by 15 lbs. This lighter weight helps maintain the accuracy of the machine. Northfield Precision designs and manufactures the world’s most accurate air chucks for any lathe, boring machine, grinder or VMC. Models include through-hole, high-speed and quick-change. Chucks are available in SAE or metric, in sizes from 3” (76mm) to 18” (457mm). Accuracies of 0.001” to 0.00001” (0.254m) are guaranteed. Custom workholding chucks and jaws are available and FREE engineering assistance is offered.
Read More
1070-250W AIR CHUCK
The 1070-250W is a (2) two jaw chuck with a special quarter inch opening on diameter (1/8” opening per jaw). This chuck is modified for Spring Clamp and air open.It uses gas springs(Nitrogen compressed gas springs) in the spring clamp mechanism. The operators chose this modification so if they lose air pressure to their machines, the parts won’t fly out and damage the operator or machine. The chuck grips the part (a cover for a torque converter) on 4 points with special carbide-coated grippers. The chuck opens at < 50psi and grips the part at a constant 35psi. The Jaws are special hardened and ground 1018 steel with a Rockwell C hardness of 58-63 (range from 58 to 63). The chuck also contains a full-circle part stop for axial location. The stop is also hardened and ground with the same hardness as the jaws. It is also modified for AUTO-LUBE.
Read More
SIDE LOADING CHUCK
This tooling was developed in conjunction with our customer to allow side-loading of their part into the very center of the small cylindrical insert pads (which have been wire-cut foraccuracy) at the top of the photo. These insert pads are changeable (and held on-center to the chuck’s O.D. within their sub jaws as shown) to accommodate different sizes of the customer’s part. The sub jaws themselves have a large milled pocket to clear their part. This is a grinding application where Northfield Precision met the required accuracy / repeat-ability of .0001” TIR or better when mounted on the customer’s spindle.
Read More
MODEL 620THS CHUCK
This is a standard model 620THS (Thru Hole Stationary) with special jaws to grip 1in. diameter. This chuck uses side ports because it does not rotate.
Read More
MODIFIED MODEL 425
This is a modified Model 425 (.0001 T.I.R.) air chuck. The work piece is loaded onto the chuck, sprocket side down. The sprocket face is used for axial location. Spring pins mountedin the locator pickup 3 teeth in the sprocket to orient a timing hole on the backside to 45.648 degrees for finish machining. Hardened and ground top jaws are used to grip a 43.3mm internal diameter towards the top of the work piece.
Read More