

PLASTIC FANTASTIC
Shown here is a special, Northfield 3-jaw, 5” Diaphragm Chuck (DPH-500 type) with custom top tooling. Our customer requested a method to accurately grip their small(.098” OD) fuel injector plungers without marking the OD. They also requested that the tip of their part rests in a carbide seat ground central to the chuck, requiring the special part stop shown. The jaws are made from a special, highly abrasion-resistant, engineered plastic designed to withstand repeated clamping with minimum wear. The bore diameter gripping the part was ground such that it yielded an accuracy and repeatability of better than 50millionths” TIR total runout to the chuck’s centerline.
Read More
NON-METALLIC TOP
6” Diaphragm Chuck with non-metallic top tooling in contact with the customer’s part. Our customer manufactures these delicate, ceramic rings (shown in the foreground) andneeded a way to carefully hold them on the OD so they could grind the ID. They requested that no metal touches their parts. We developed custom top tooling made from the most abrasion-resistant plastic available (without a filler). These items can be quickly changed for new ones should a future need arise. Northfield Precision Instrument Corporation is a leader in developing custom solutions for difficult problems.
Read More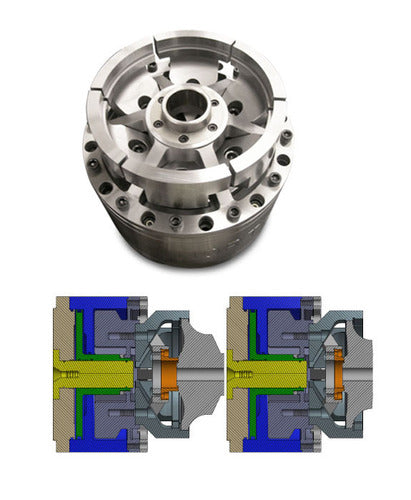
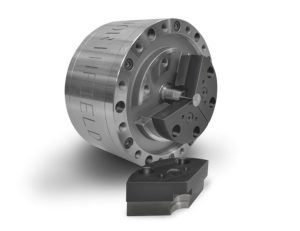
TWO IS BETTER THAN ONE
Picture illustrates one Northfield DPH1000W, 10-inch diaphragm chuck capable of locating and clamping two work pieces with different location data. Due to productionrequirements, end-user requested quick and accurate changeover between the work piece numbers. The chuck was manufactured with special stepped top-jaws that could locate and clamp both work pieces without changeover. For end-to-end location difference between the work pieces, the chuck was manufactured with a master axial locator, incorporating a “button” style stop used for changeover. With replacement of only the button stop, the changeover was quick, accurate and repeatable.
Read More
THE DAILY GRIND
This is a special version of our Northfield DPH-400 Diaphragm Chuck (.000010” TIR) with custom top tooling attached. Our customer needed a drawbar-actuated chuck to grip the O.D.’sof various parts they manufacture for their grinding operations. We provided them with a one-chuck solution (shown in that allows for easy changeover of the top tooling components to accommodate all of their parts. One part even required a spring-ejector cartridge to eject the part from the jaws’ grip after the grinding operation is completed. A gauge ring permanently mounted to the chuck establishes a known datum for their machining process. It also has a special shell protecting the unexposed portion of their parts from the action of the grinding process.
Read More
UPSIDE DOWN
Shown is our Northfield DPH-500 Diaphragm Chuck (.000010” TIR) with special extended Top Jaws and Hard Stop. Our customer needed to grip the O.D. of a funnel-shaped part,upside-down, on their O.D.’s. We held face run out better than .0001” TIR on the annular face of the Hard Stop, which was their critical requirement. Northfield Precision designs and manufactures the world’s most accurate air chucks for any lathe, boring machine, grinder or VMC. Models include through-hole, high-speed and quick-change. Chucks are available in SAE or metric, in sizes from 3” (76mm) to 18” (457mm). Accuracies of 0.001” to 0.00001” (0.254m) are guaranteed. Custom work holding chucks and jaws are available and FREE engineering assistance is offered.
Read More
5” DIAMETER DIAPHRAGM CHUCK
Northfield Precision Instrument Corporation, a leader in the design and manufacture of precision workholding chucks, introduces their special 5 inch diameter diaphragm chuckwith morse taper number three female bore for locators. The chuck has a built-in pneumatic hammer to expel morse taper locators. The diaphragm centers the work piece and pulls it onto the MT-3 stops. The MT-3 type stops (not shown) are hardened and ground to 60/63 RC and ground between centers to guarantee perfect concentricity. Northfield Precision designs and manufactures the world’s most accurate air chucks for any lathe, boring machine, grinder or VMC. Models include through-hole, high-speed and quick-change. Chucks are available in SAE or metric, in sizes from 3” (76mm) to 18” (457mm). Accuracies of 0.001” to 0.00001” (0.254m) are guaranteed. Custom workholding chucks and jaws are available and FREE engineering assistance is offered.
Read More
MODIFIED MODEL DPH-400W
DPH-400W (4-inch dia.) diaphragm chucks with special jaws and stops. The stops have (3) small "Air Detect" holes for part seating conformation. Air is pumped through theseholes, and when the part rests on the stop, the air pressure rises, tripping a pressure switch that tells the machine to start machining. The (4) clover adapters have grooves for a CAM follower to snap into in order to orient the chuck when stopped. Up top is an (8) passage rotary union to actuate all four chucks independently. Please call for further explanation. These are mounted to a (4) spindle Theilenhaus machine.
Read More
SPECIAL MODEL DPH-400 4"
This is a Special DPH-400 4-inch Diaphragm Chuck that has all components coated with a super-thin coating of hard-chrome to protect it from corrosion. It is also set up with sideports and air-detect through the side of the axial locator as shown. This is used on an EDM machine.
Read More
CUSTOM 3X3 DIAPHRAGM CHUCK
This custom 3 x 3 diaphragm chuck clamps the powdered metal gears (11 tooth). The upper and lower jaws flex separately to ensure clamping on the pitch-line of the tapered gears.
Read More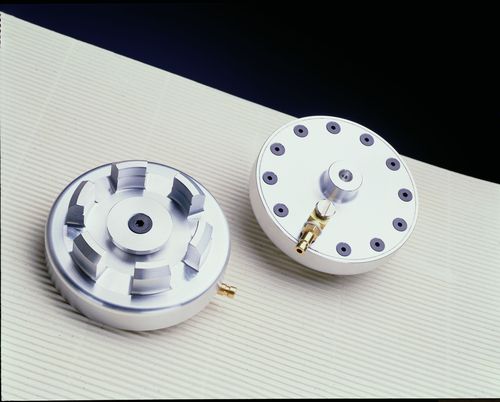
SPECIAL 3-IN. DIAPHRAGM CHUCK
3M needed a chuck that repeated to 50 millionths and weighed less than 1.5 lbs. to check the efficiency of an electric motor that gets implanted in the body to pump an artificial heart. Wemade a 3-inch aluminum diaphragm chuck that weighs 1.40 lbs. and repeats to 40 millionths. 3M needed to remove the bearings of the motor so only the primary components could be tested for efficiency. For this to occur, the rotor and stator must be held in position as if the bearings were installed. To do this, a Northfield Model 350-50- millionths special chuck holds the rotor and rotates. The diaphragm chuck is mounted to a very sensitive torque meter that measures the torque created by the magnetic field of the rotor and stator.
Read More
3"-18" DIAMETER PRECISION AIR CHUCKS
Features: - Standard Air Chucks from 3" - 18" diameter - Featuring Self Contained Actuator - High Speed Functionality - Standard Jaws in Stock
Read More
DPH-600 DIAPHRAGM CHUCK
This is a DPH-600 (6-inch diameter) Diaphragm Chuck used for super finishing (grinding for accurate flatness and parallelism) on the outer faces of the customer’s parts(not shown). This chuck incorporates a center part stop (axial locator) which can be changed out using a hex key.
Read More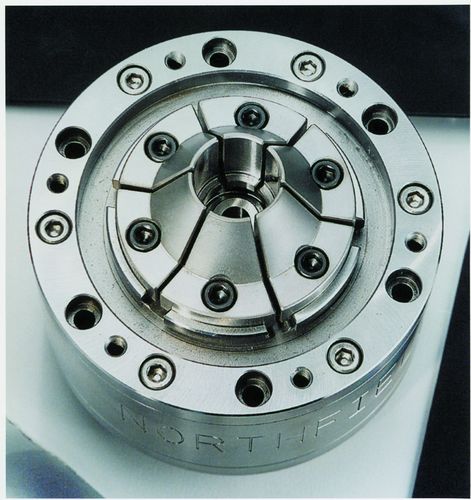
4-IN. DIA. CHUCK WITH SPECIAL JAWS
Standard Northfield model DPH-400 with special jaws to grip small end of powder metal slipper shoe for hydraulic pumps. Jaws are cone shaped for tool to cut back face as well as front face of shoe.
Read More
4-IN. DIA. DIAPHRAGM CHUCK TO GRIP CIRCULATOR PUMP BEARING HOUSING
Model DPH-400W 4-inch diaphragm chuck with special jaws and stop to grip the circulator pump bearing housing in-between the ears on the root diameter. Four of the six jawsare used because there are 8 ears. The pins are contoured to compensate for clamping diameter tolerance and diamond coated for extra grip. The O.D. and bore are machined and the part is ejected with an internal air piston.
Read More
7-IN. DIA. CHUCK FOR SCROLL MILLING
Special 7-inch extra power diaphragm chuck to grip cast iron compressor scrolls on drive- shaft hub for finish milling of scroll walls and face. Eight chucks are mounted to atombstone and are air open/spring clamped. Chucks have pull-down action to pull scroll onto fixed stop for zero “Z” axis location. Jaws change out for two sizes of scrolls and repeat to 1/10,000 T.I.R.
Read More
7-IN. COMPENSATING DIAPHRAGM CHUCK
Special 7-inch floating diaphragm chuck to drive workpieces for grinding between centers. The workpiece is located by the male centers and the jaws float into position whilegripping the O.D. compensating for the eccentricity.
Read More
DPH-400 GRIPPING VALVE BODY
One of our customers needed to grind a bore concentric to a pilot diameter with an O-ring groove and for it to be perfectly perpendicular to a face. Northfield supplied a model DPH-400,1 micron T.I.R., totally-sealed diaphragm chuck with special jaws and stop. The jaws grip the short pilot diameter and have positive pull- back action holding the part on the precision- ground, fixed axial locator, keeping the part concentric and square.
Read More
6-IN. DIAPHRAGM, WITH SPECIAL JAWS, STOP AND CHANGEABLE FIXTURES
Northfield Precision offered a workholding solution for Chicago Dial Indicator, a leading American manufacturer of Electronic & Mechanical indicators. A Northfield 6-inch 10,000 rpmtotally sealed 1-micron T.I.R. diaphragm chuck with special jaws and stop were used to enhance and increase production of machining the two bores that guide the indicator rod. These bores must be perfectly in line for an accurate indicator. Two fixtures are used to hold the brass indicator housing before the fixture/housing is placed in the chuck. One side is machined, the fixture is turned over, and the second side is machined. Alignment of 1/10,000 T.I.R. is achieved from bore to bore.
Read More
7-IN. DIAMETER, 8000 RPM DOUBLE DIAPHRAGM CHUCK
Dana needed a chuck for their balancing machines to hold drive shafts by their slip-yokes. Normally, balancing operations are performed at approximately 900 rpm, but Danabalances their parts at road conditions. High-performance vehicles such as stock cars and Formula 1 cars hit 200 mph with their drive-shafts rotating at 10,000 to 12,000 rpm. Our solution consists of two separate diaphragm chucks built into one with two separate sets of jaws, mounted one in front of the other. This accommodates the long, thin shape of the part. With one set of jaws gripping the front of the piece and the other gripping the rear, the result is accuracy of 1/10,000 T.I.R. and repeatability to 50 millionths with extreme rigidity. The center-mounted spline driver is a gauge quality piece of tooling to drive the shaft on rapid start-and-stop of the balance machine. To meet Dana’s safety standards, all of their chucks must be air-opened and spring- clamped to hold the part even if they lose air pressure during the balancing operation. The chuck must not exceed 45 lbs. in weight for easy handling by the operators
Read More
MODEL DPH-5S
Special 5-inch diameter diaphragm chuck, air- open diaphragm clamp. Chuck has 8 sets of jaws that repeat to 1/10,000 when removed and replaced. Six (6) different stops mount tocenter of chuck for positive axial location. Jaws are alloy steel hardened to 58/63 Rockwell “C.” Chuck is counter mounted to a special balance machine that finds the center of gravity of the cast turbine blades and drills a centering hole in that position. The part is now rotated about this center instead of machining weight off different areas for balance. • T.I.R. = 50 millionths • Axial – 0 • Cycle time 30 seconds
Read More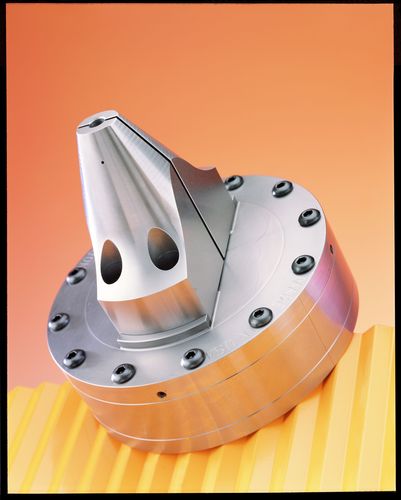
HIGH PRESSURE DIAPHRAGM CHUCK
Another “High Pressure” challenge for Northfield. Allied Machine Company manufactures a line of spade drill inserts ranging in size from 3/8-inches to 4-inches in diameter. Theyasked Northfield to provide a workholding device that could accurately hold their drill inserts in position during the finish- grinding operation. Several factors made this a challenging assignment. The small drill inserts offered very little surface to clamp on, yet a very high clamping force was needed to hold them during the grinding operation. And, of course, repeatability was essential. A Z-axis clearance problem caused by the grinding wheel added another problem. And, as if that wasn’t enough, our design had to be able to function reliably in an abusive environment, filled with grinding grit. After much thought, Northfield’s engineering department came up with a solution to Allied’s “High Pressure” challenge. We supplied a special 7-inch diaphragm chuck with two jaws made of air-hardening too-steel (60-63 HrC) that delivers up to 2,500 pounds of clamping force to the drill insert. The entire operation is repeatable to within 1/10,000th of an inch. The chuck is less than 2-inches high. This low profile, combined with the extended cone- shaped jaws, solved the grinding wheel clearance problem. And finally, because it is a diaphragm chuck, it is completely sealed and has no metal-to-metal moving parts – a perfect solution for the grit-filled environment of the grinding room.
Read More
SPECIAL 5 IN. DIAPHRAGM
Special 5 inch diameter diaphragm chuck with morse taper number-three female bore for locators. Chuck has built in pneumatic hammer to expel morse taper locators. Thediaphragm will center the work piece and pull it into a hard stop. The MT-3 type stops are hardened and ground to 60/63 RC. These stops are ground between centers on a Tschudin grinder to guarantee they will run dead. A brazed solid carbide post locates the 60 deg. internal angle of nozzle. To remove the stops, an internal pneumatic hammer is actuated to pop them out
Read More
IT'S ALL ABOUT BALANCE
Special DPH-800 (8’’ diaphragm) chuck, this setup uses a standard diaphragm chuck with custom top tooling for two operations of balancing aluminum turbine impellers. Thefirst operation locates the workpiece using strategically placed carbide pins positioned between the impeller blades with custom jaws to clamp outside of blades. The second operation locates the impeller on the finished surface from the first operation using a continuous ring locator and custom jaws to clamp the outside diameter of the workpiece. This allows the customer to finish balance the impeller blades.
Read More