Custom Workholding Brief
As an international leader in turbine and spray paint system design and manufacturing, our customer demands nothing short of excellence in their precision grinding operations. With a reputation as a world leader, they approached us with a specific custom workholding challenge.
The Workholding Challenge
The need for a custom workholding solution to securely clamp 1″ diameter parts while accommodating a large 1.8″ diameter hub.
Standard workholding options were inadequate for meeting these precise requirements, necessitating a tailored approach to achieve the desired outcome.

The Northfield Precision Custom Solution
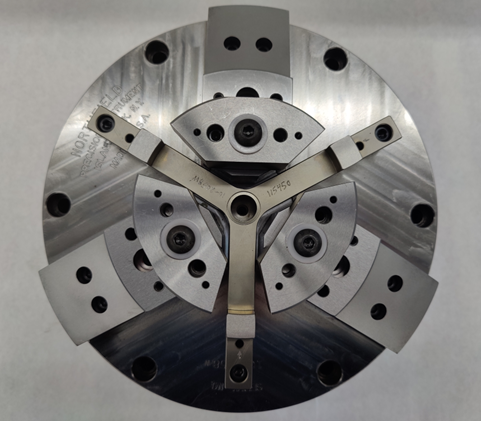
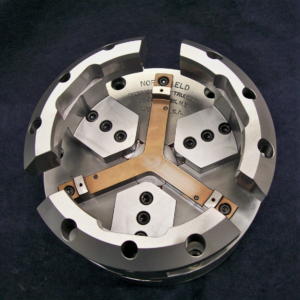
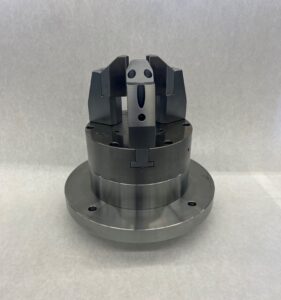
Drawing upon the capabilities of the Northfield Precision Model 655W Sliding-Jaw Air Chuck with custom sub jaws and changeable inserts, we crafted a solution that surpassed expectations. This custom chuck’s standout feature lies in its large stroke capability. With a total diameter stroke of 0.500″ (0.250″ per jaw), it can reach around large hubs on customer parts, providing a solid foundation for our custom workholding solution.
To address the client’s needs, we engineered specific clearances on the sides of the inserts, allowing for seamless side loading of parts between them. This is an innovative approach, coupled with multiple sets of inserts to accommodate four different part sizes. The solution facilitates rapid changeover times while maintaining exceptional repeatability and concentricity, boasting an impressive 0.0001″ T.I.R.
Summary
For precision grinding applications demanding bespoke workholding solutions, Northfield Precision delivers excellence through innovative design and unwavering attention to detail, perfectly suited to the exacting standards of a world leader in spray painting technologies and parts.
Do you have a part that requires a custom workholding solution?
Then reach out to our team